
 ЯМЗ-7511.10; ЯМЗ-7512.10; ЯМЗ-7513.10; ЯМЗ-7514.10; ЯМЗ-7601.10. Инструкция по эксплуатации и ремонту силовых агрегатов
ЯМЗ-7511.10; ЯМЗ-7512.10; ЯМЗ-7513.10; ЯМЗ-7514.10; ЯМЗ-7601.10. Инструкция по эксплуатации и ремонту силовых агрегатов

6.3. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка узлов и агрегатов
ПОДСБОРКА ФИЛЬТРА ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА.
1. Ввернуть в корпус ротора (рис. 93 поз. 5) два сопла (поз. 3) (S=10).
2. На корпус ротора (поз. 5) установить уплотнительное кольцо (поз. 4) и колпак ротора (поз. 6).
3. Установить на подсобранный ротор с колпаком шайбу (поз. 7) и гайку (поз. 8). Затяжку производить с М кр =20-40 Н·м (2-4 кгс·м).
4. Ввернуть в корпус маслоочистителя (поз. 1) ось (поз. 14) (S=22). Затяжку производить с моментом М кр =7-9 кгс·м.
5. Надеть на ось маслоочистителя ротор в сборе, установив упорную шайбу (поз. 9) и гайку (поз. 10). Затяжку производить с моментом Мкр=7-9кгс·м. Ротор должен свободно без рывков и заеданий вращаться от руки. Зазор между шайбой (поз. 9) и корпусом ротора в сборе должен быть 0,5-1,0мм.
6. Установить на ось ротора (поз. 14) колпак фильтра (поз. 12) с прокладкой (поз. 11), закрепив детали колпачковой гайкой (поз. 13) (S=17) с шайбой (поз. 12).
ПОДСБОРКА МАСЛЯНОГО ФИЛЬТРА.
1. Подсобрать пробку перепускного клапана, для чего:
1.1. Надеть на контакт сигнализатора (рис. 91 и 92 поз. 8) металлическую шайбу (поз. 4) и шайбу-изолятор (поз. 5). Вставить контакт сигнализатора (поз. 8) в отверстие корпуса пробки перепускного клапана (поз. 7). Надеть на контакт сигнализатора (поз. 8) последовательно:
втулку уплотнительную (поз. 6), шайбу-изолятор (поз. 5), шайбы (поз. 4 и 3) и затянуть гайкой (поз. 2) до упора с крутящим моментом Мкр=8-9Н·м (0,8-0,9 кгс·м).
Перед установкой гайки (поз. 7) две нитки резьбы контакта сигнализатора (поз. 8) смазать со стороны шайбы (поз. 3) герметиком УГ-9 ТУ6-01-1326-86. Попадание герметика на винт (поз. 1) и шайбы-изоляторы (поз. 5) не допускается.
Ввернуть винт (поз. 1) в торец контакта сигнализатора. Проверить изоляцию между контактом-сигнализатором (поз. 5) и корпусом пробки (поз. 7) на отсутствие контакта напряжением 12-14В.
Начало открытия перепускного клапана (рис. 91 и 92 поз. 15) при перепаде давления между полостями подвода и отвода масла в корпусе фильтра 200-250кПа (2,0-2,5 кгс/см2) обеспечить установкой необходимого количества регулировочных шайб (поз. 11).
Проверить в электрической цепи с напряжением 12-24В работу датчика светового сигнализатора. Контакт между контактом сигнализатора (поз. 8) в пробке и штоком сигнализатора (поз.13) (свечение лампочки) должен происходить при перепаде давления между полостями подвода и
отвода масла в корпусе фильтра равным или меньшим давления начала открытия клапана (поз.15), но не ниже 180кПа (1,8кгс/см2).
Испытать на герметичность воздухом под давлением 5±0,5 кгс/см2 в воде с температурой от 80° до 90°С.
1.2. Вставить в отверстие корпуса фильтра (поз. 19) последовательно: плунжер клапана (поз. 15), пружину (поз. 14), шток сигнализатора (поз. 13), корпус сигнализатора (поз. 12), шайбы (поз. 11), пружину (поз. 10), прокладку (поз. 9) и ввернуть пробку перепускного клапана в сборе.
1.3. Ввернуть пробку (поз. 18) в корпус фильтра (поз. 29). Пробку посадить на герметик УГ -9 ТУ6-01-1326-86 (S=9).
2. Установить в колпак фильтра (рис. 90 поз. 5) новый фильтрующий элемент (поз. 4) с резиновой прокладкой наружу. В отверстие фильтрующего элемента с прокладкой установить замковую крышку (поз. 3), обеспечив правильное положение прокладки. Нажав на замковую крышку, утопить ее вместе с элементом (поз. 4) в колпак и повернуть на 45°. В пазы крышки войдут выступы фланца колпака, после чего пружина отожмет крышку (поз. 3) в рабочее положение.
3. Установить в канавку колпака фильтра (рис. 90 поз. 5) уплотнительную прокладку (поз. 2).
4. Навернуть колпак с элементом на штуцер корпуса (поз. 1) и затянуть моментом Мкр =20-40Н·м (2-4кгс·м).
Испытать на герметичность воздухом под давлением 400-500кПа (4-5кгс/см2) в воде с температурой 40-50°С.
Внутренние полости и масляные каналы должны быть чистыми.
ПОДСБОРКА ФИЛЬТРА ТОНКОЙ ОЧИСТКИ ТОПЛИВА.
1. Подсборка крышки.
Ввернуть в крышку (рис. 89 поз. 8) пробку (поз. 9) (S=14), поставив ее на герметик «Анатерм-100».
Подсобрать клапан-жиклер (поз. 15), для чего установить в него последовательно шарик, пружину, шайбы регулировочные, пробку (S=19). Ввернуть клапан-жиклер в отверстие крышки (S=22). В проточку крышки установить уплотнительную прокладку колпака (поз. 7).
2. Подсборка фильтра тонкой очистки топлива.
Поставить в колпак (рис. 89 поз. 10) пружину (поз. 9), фильтрующий элемент (поз. 8) (меньшим отверстием вниз), на верхний фланец элемента установить резиновую прокладку (поз. 1), завернуть сливную пробку с прокладкой (поз. 11 и 12). Перед сборкой смазать стержень фильтра моторным маслом. Поставить шайбу болта крепления (поз. 6 и 5) и затянуть болт.
После сборки испытать на герметичность воздухом под давлением 3-4 кгс·м в воде при температуре 40-50ºС. Воздух подводить через входное отверстие, время выдержки не менее 10с.
ПОДСБОРКА ПРИВОДА ТНВД.
Подсборка оси ведомой шестерни:
1. Установить на ось ведомой шестерни (рис. 27 поз. 2) подшипниковый узел.
2. Навернуть на ось ведомой шестерни с подшипниковым узлом гайку (поз. 14) специальным ключом (рис. 88).
3. Установить манжету (поз. 3) на ось ведомой шестерни с подшипником в сборе.
ПОДСБОРКА ПРИВОДА ВЕНТИЛЯТОРА.
1. Установить в корпус привода (рис. 42 поз.15) с помощью оправки передний сферический подшипник (поз. 25). При установке недопустим перекос внутренней обоймы относительно наружной, а также передача осевого усилия через сепаратор.
2. Запрессовать наружную распорную втулку (поз. 23), поставить шайбу (поз. 22) и установить наружную обойму заднего подшипника (поз. 16).
3. Установить в наружную распорную втулку (поз. 23) внутреннюю распорную втулку (поз. 11), с предварительно надетыми на нее уплотнительными кольцами (поз. 12). Установку распорных втулок в корпус привода необходимо производить, как изображено на рис. 95, чтобы обеспечить совпадение маслоподводящих отверстий.
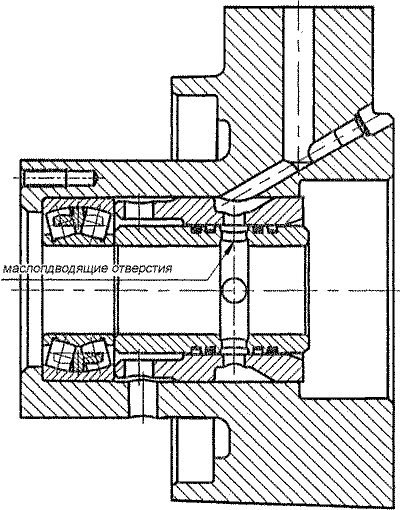
Рис. 95 – Установка распорных втулок в корпус привода вентилятора
4. Установить упорный фланец (поз. 17) и закрепить его болтами с шайбами (поз. 21 и 40) (S=12).
5. Установить черпательную трубку (поз. 9) в корпус привода и закрепить ее винтами (поз. 10).
6. Вставить манжету (поз. 13) в корпус привода (поз. 15) и установить шкив компрессора и генератора (поз. 26), с предварительно запрессованной втулкой (поз. 24).
7. Напрессовать в предварительно подсобранный узел вал ведущий (поз. 19).
8. Напрессовать шестерню (поз. 18) на конец ведущего вала (поз. 19) и закрепить гайкой (поз. 20) (S=32).
9. Установить ведущий вал (рис. 42 поз. 19), поршень в сборе с его упором и нажимной обоймой (рис. 42 поз. 29, 31, 32), пакет ведущих и ведомых дисков (поз. 4 и 5).
Установить уплотнительные прокладки (поз. 6), манжету (поз. 1), крышку привода (поз. 2) в сборе с валом ведомым (поз. 27) и закрепить болтами (поз. 34).
Установить шпонку (рис. 42 поз. 37) в паз ведомого вала (рис. 42 поз. 27) и напрессовать ступицу (рис. 42 поз. 36) на конец вала.
Установить шайбу (рис. 42 поз. 39) и завернуть гайку (рис. 42 поз. 38) (S=30).
При сборке должны соблюдаться следующие требования:
1. Перед сборкой все манжеты, резиновые и металлические уплотнительные кольца, а также подшипники должны быть смазаны дизельным маслом.
2. При сборке пакета фрикционных дисков чередование ведущих и ведомых дисков должно быть таким, как изображено на рис. 42. При этом ведущие диски необходимо устанавливать так, чтобы направление, отжимных усов было против часовой стрелки, если смотреть на привод со
стороны ступицы вентилятора.
3. При сборке привода необходимо обеспечить затяжку контролируемым моментом следующих резьбовых соединений:
- болтов упорного фланца от 18 (1,8) до 20 (2,0) Н·м (кгс·м);
- винтов черпательной трубки от 4,9 (0,5) до 7,8 (0,8) Н·м (кгс·м);
- болтов крышки привода от 19,61 (2,0) до 24,51 (2,5) Н·м (кгс·м);
- гаек шестерни и ступицы от 156,9 (16) до 196,1 (20) Н·м (кгс·м). При этом во время сборки на заходную часть резьбы гайки шестерни необходимо нанести герметик УГ-9 ТУ 2257-407-00208947-2004 или УГ-10 ТУ 2257-408-00208947-2004. Ржавчина, масляные и другие загрязнения в резьбовом соединении не допускаются.
У собранного привода вращение шкива относительно корпуса должно быть свободным, без заеданий. Вращение ступицы вентилятора относительно корпуса и шкива также должно быть свободным, без заеданий.
ПОДСБОРКА МАСЛЯНОГО НАСОСА.
1. Подсобрать редукционный клапан (рис.96), для чего вставить в корпус (рис. 96 поз. 1), пружину (рис. 96 поз. 3), клапан (рис. 96 поз. 2), шайбы (рис. 96 поз. 6), установить прокладку (рис. 96 поз. 5) и завернуть пробку (рис. 96 поз. 4).
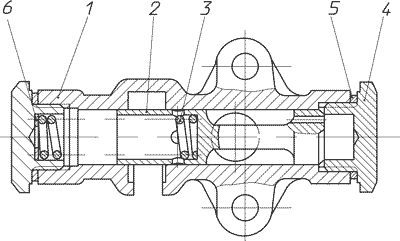
Рис. 96 – Клапан редукционный
1–корпус; 2–клапан; 3–пружина; 4–пробка; 5–прокладка; 6–шайба.
Начало открытия клапана поз. 2 должно происходить при давлении масла в полости А 7+1,0кгс/см2 . Регулировку обеспечить установкой необходимого количества шайб поз. 6. Затяжку пробки поз. 4 производить с Мкр = 70-80 Н·м (7,0-8,0кгс·м).
2. Вставить в корпус масляного насоса (рис. 119 поз.1) вал-шестерни подачи масла (рис.119 поз. 5 и 6), установить крышку корпуса масляного насоса со втулками в сборе (рис. 119 поз. 2), завернуть болты крепления (рис. 119 поз. 10 и 11) (S=12).
Установить ось промежуточной шестерни (рис. 119 поз. 7) на корпус (рис. 119 поз. 1) и закрепить ее болтами (S=17).
3. Вставить шпонку (рис. 119 поз. 14) и напрессовать шестерню привода масляного насоса (рис. 118 поз. 8).
4. Надеть промежуточную шестерню (рис. 119 поз. 3) на ось (рис. 119 поз. 7). Ввернуть упорный фланец (рис. 119 поз. 4) в промежуточную шестерню (рис. 119 поз. 3).
Фланец имеет левую резьбу, и заворачивать её необходимо справа налево (S=46).
При сборке должны соблюдаться следующие требования:
1. Сборочную единицу фланец упорный (рис. 119 поз. 4) установить на герметик УГ-9 ТУ6–01–1326–86. Герметик в количестве 0,15-0,25г. наносить на заходную часть резьбы оси промежуточной шестерни привода (рис. 119 поз. 3). Допускается применять герметик УГ-6 ТУ6–01–1285–84.
2. Затяжку производить:
- Болт (рис. 119 поз. 9) с Мкр от 6,2 до 5,0кгс·м;
- Фланец упорный (рис. 119 поз. 4) с Мкр от 6,2 до 8,0кгс·м;
- Болты (рис. 119 поз. 10,11) с Мкр от 1,4 до 1,8кгс·м.
3. Вращение шестерен от руки должно быть плавным без заеданий, контролировать до и после измерения подачи масла. Подача масла должна составлять не менее 165л/мин при частоте вращения вала насоса (51-52с-1); противодавлении (6±0,3кгс/см2); температуре (80±5ºС).
4. Испытание проводить на масле М–10 В2 ГОСТ8581-78.
ПОДСБОРКА ВОДЯНОГО НАСОСА.
1. Промыть все детали насоса и просушить сжатым воздухом.
2. Напрессовать на вал 5 (рис. 81) подшипники 13 и водосбрасыватель 6. При этом необходимо:
− предварительно смазать вал 5 дизельным маслом;
− усилие напрессовки прилагать к внутреннему кольцу подшипника;
3. Заполнить всю полость между подшипниками смазкой Литол-24 (60-70 г).
4. Запрессовать вал в сборе с подшипниками и водосбрасывателем в корпус 1 до упора. При этом необходимо:
− предварительно смазать расточку корпуса 1 под подшипники чистым моторным маслом;
− усилие запрессовки прилагать к наружному кольцу подшипника.
5. Установить в канавку корпуса 1 стопорное пружинное кольцо 9.
6. Напрессовать на вал 5 шкив 10 до упора. При этом необходимо:
− предварительно смазать вал чистым моторным маслом;
− обеспечить неподвижный упор противоположного конца вала.
7. Установить в латунный корпус 19 (рис. 82) детали торцового уплотнения:
− резиновую манжету 22 в сборе с пружиной и каркасами пружины;
− армированную манжету 20 и уплотнительную втулку 21.
8. Установить в крыльчатку 2 резиновую манжету 23 и уплотнительную втулку 21.
При этом необходимо:
− предварительно надеть манжету 23 на уплотнительную втулку 21;
− нанести тонкий слой смазки в расточку крыльчатки 2 и на наружную поверхность резиновой манжеты 23;
− взять двумя руками манжету в сборе с втулкой и, прилагая усилие к торцу уплотнительной втулки, вставить эти детали в расточку крыльчатки до упора, не допуская перекосов.
9. Напрессовать крыльчатку 2 в сборе с манжетой и уплотнительной втулкой на вал 5 (рис. 82). При этом необходимо:
− предварительно смазать вал 5 чистым моторным маслом;
− обеспечить неподвижный упор противоположного конца вала;
− установить крыльчатку на вал в размер 10-0,15мм (рис. 82) между торцом вала и торцом ступицы крыльчатки. Для этого необходимо при запрессовке установить на торец вала диск диаметром не более 13мм и высотой 10-0,15мм.
10. Зафиксировать крыльчатку 2 (или шкив 10) от вращения.
11. Завернуть в резьбовое отверстие крыльчатки 2 заглушку 7 до упора.
12. Установить в корпус 1 втулку 4 и резиновое кольцо 12.
13. Установить в канавку патрубка 3 резиновое кольцо 11, не допуская его перекручивания.
14. Запрессовать патрубок 3 в расточку корпуса 1 до упора. При этом необходимо:
− предварительно смазать расточку в корпусе 1 и кольцо 11 тонким слоем смазки Литол-24;
− шпильки на корпусе 1 должны свободно войти в крепежные отверстия патрубка 8.
15. Закрепить патрубок 3 гайками 14 с пружинными шайбами 15.
6.7.16 Проверить качество сборки вращая вал 5 за шкив 10. Вращение вала должно быть свободным, без заеданий.
ПОДСБОРКА КОЛЕНЧАТОГО ВАЛА.
1. Установить коленчатый вал с помощью подвески (рис. 97) на стол для сборки коленчатых валов, оснащенным приспособлением для установки коленчатого вала. Место установки коленчатого вала должно быть покрыто мягким материалом (алюминий, бронза), чтобы не поцарапать шейки коленчатого вала.
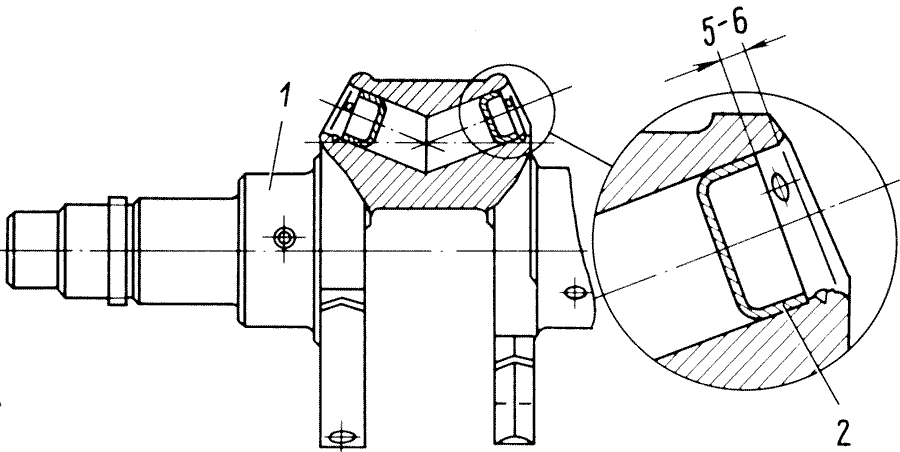
Рис. 97 – Заглушки полостей шатунных шеек
1 – коленчатый вал; 2 – заглушки.
2. Установить заглушки полостей шатунных шеек коленчатого вала. Перед установкой заглушек запилить вспучивание металла у кромок отверстий от предыдущей раскерновки, промыть вал и продуть масляные каналы. Заглушки запрессовать на глубину 5-6мм от кромки отверстия в трех точках, расположенных по окружности, для предотвращения самопроизвольной выпрессовки заглушек. Заглушки бывают 2-х типов.
3. Нагреть шестерню распределения и передний противовес до температуры 105º-155ºС, вставить шпонки и последовательно подпрессовать их до упора на конец коленчатого вала с помощью приспособления.
4. Собрать гаситель крутильных колебаний, ступицу гасителя и шкив коленчатого вала, поставить шайбы и соединить болтами (S=14).
5. Установить маслоотражатель шайбу замковую и с помощью ключа (рис. 79) завернуть кольцевую гайку.
6. Напрессовать шкив в сборе с гасителем крутильных колебаний и ступицей гасителя на конический конец коленчатого вала. Завернуть болт крепления ступицы 7511.1005062 с Мкр=440-500Н·м (44-50кгс·м). Болты затянуть с Мкр=60-70Н·м (6-7 кгс·м).
ПОДСБОРКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
1. Установить с одной стороны поршня стопорное кольцо поршневого пальца с помощью щипцов для установки упорных колец (рис. 76) и с помощью щипцов для установки поршневых колец (рис. 77) надеть последовательно поршневые кольца на поршень.
2. Выдержать поршень с кольцами в масляной ванне в течение 10минут при температуре масла 80º-100ºС.
3. Вынуть из ванны поршень, установить шатун в поршень так, чтобы ось верхней головки шатуна составила с осью отверстия под палец поршня и вставить поршневой палец. Установить второе стопорное кольцо с помощью щипцов для установки стопорных колец (рис. 76).
Запрессовка кольца не допускается.
ПОДСБОРКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
1. Соединить шестерню распределительного вала (7511.1006214) с шестерней ведущей (7511.1029116), вставить 9 болтов (М10) и завернуть (S=17).
2. Установить распределительный вал на деревянную подставку вертикально передним кольцом вверх.
3. Смазав упорный фланец (236-1006236-Б) дизельным маслом, надеть его на шейку распределительного вала.
4. Вставить в паз сегментную шпонку 6×9.
5. Напрессовать до упора шестерню распределительного вала в сборе с шестерней ведущей с помощью оправки (рис.98).
6. Проверить зазор между упорным фланцем (236-1006236-Б) и передней опорой шейки распределительного вала. Зазор должен быть в пределах 0,06-0,21мм; при отсутствии зазора заменить неисправные детали.
7. Надеть на вал замковую шайбу (312580-П2), совместив ее усик с пазом шестерни.
Завернуть гайку (311412-П2) М27×2 с моментом Мкр=270-320Н·м (27-32кгс·м) и застопорить отгибанием усов шайбы на грань гайки (S=46).
Рис. 98 – Оправка для напрессовки шестерни распределительного вала
1 – оправка; 2 – распределительный вал; 3 – шестерня.
ПОДСБОРКА ГОЛОВКИ ЦИЛИНДРОВ
1. Установить клапана в гнезда, к которым они притерты. (236-1007015; 7511-100710).
2. Установить головку цилиндров на плиту поверочную с обеспечением предохранения привалочной плоскости головки от поверхности.
3. Установить тарелки клапанных пружин (236-1007024), пружины внутреннюю и наружную (7511.1007020), шайбы пружин клапана (7511.1007025), втулки тарелки пружины клапана (236-1007026).
4. С помощью приспособления (рис. 65) вставить сухари клапанов (236-1007028).
5. Проверить на герметичность посадки клапанов после притирки и сборки. Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление, изображенное на рис. 65
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы. Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом. Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10–15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на
1/4оборота. При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться. При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
6. С помощью шпильковерта ввернуть в головку цилиндров шпильки (310420-П2; 310460-П29; 310488-П29). Шпильки крепления коромысел клапанов (310420-П2) должны быть затянуты с моментом Мкр =50-100Н·м (5-10кгс·м). Размер выступания над плоскостью головки цилиндров должен быть 57-60мм.
7. Повторить операции 1-6 для остальных головок.
ПОДСБОРКА НАТЯЖНОГО УСТРОЙСТВА ВОДЯНОГО НАСОСА
1. С помощью оправки (рис. 99) запрессовать ось шкива (236-1307184) в рычаг.
Рис. 99 – Оправка для запрессовки оси шкива в рычаг
2. Собрать и установить на ось:
- втулку распорную (236-1307111, 1 шт.);
- вставить в крышку шкива (840.1307194) кольцо (240Б-1318056) и установить крышку шкива на ось;
- поставить 1-й подшипник (6-180603КС9);
- поставить 2-й подшипник (6-180603КС9);
- кольцо стопорное (236-1028224, 1 шт.);
- крышку шкива (840.1307194, 1 шт.) и закрепить кольцом стопорным (240Б-130856).
При установке подшипников удалить из них одну защитную шайбу, смазать их и полость между ними заполнить смазкой Литол-24 ГОСТ21150-87(45-55). Шкив натяжного устройства должен вращаться от руки без заеданий.
3. Собрать болт (М10, 201682-П29) с шайбами (312647-П2) и (312696-П29) завернуть в верхнее отверстие кронштейна (236-1307206) и ставить в паз регулировочный рычага в сборе со шкивом (S=14).
Похожие статьи:
Инструкции по эксплуатации и ремонту узлов, агрегатов, элементов транспортных средств → ЯМЗ-7511.10; ЯМЗ-7512.10; ЯМЗ-7513.10; ЯМЗ-7514.10; ЯМЗ-7601.10. Инструкция по эксплуатации и ремонту силовых агрегатов
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 2.6. Система смазки двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 2.2. Цилиндры двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 1.2. Технические характеристики силовых агрегатов ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10
Инструкция по эксплуатации и ремонту силовых агрегатов, узлов и элементов → 2.3. Кривошипно-шатунный механизм двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10

Автосервис RWT motors: качественный ремонт...
2024-01-14 23:08:00

Упаковочная бумага от лучших: как компания...
2024-01-14 12:37:00

Запчасти для УАЗ: как сэкономить деньги и...
2023-09-27 13:15:00

Как заработать на партнерской программе по...
2023-09-22 18:00:00

Polis.online: Ваш быстрый и надежный путь...
2023-09-22 17:37:00

Страхование ОСАГО, КАСКО, ипотека,...
2023-08-31 11:43:00

Б/у или новый: как выбрать автомобиль,...
2023-08-19 12:30:00

Как правильно сделать техосмотр и...
2023-08-17 16:44:00

Обзор интернет-магазина запчастей...
2023-06-22 13:07:00

Стоит ли делать ставки на спорт: плюсы и...
2023-04-21 13:16:00

Контейнерные грузовые перевозки из Китая
2023-04-13 11:33:00

Страхование груза
2023-02-18 15:54:00
 Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.
Автотранспорный портал «ВАЖНО ВСЕМ» - справочное информационно-дискуссионое интернет-издательство. Предназначен для автовладельцев, водителей, поставщиков грузов, ремонтников, производителей автотранспорта, автолюбителей, простых граждан, продавцов, покупателей машин… для тех, кто пользуется автотранспортом, для… - ВСЕХ, для… - ВАС! Здесь Вы можете: найти грузоперевозчика и груз для перевозки; купить, продать, обменять автомобиль, автозапчасти, оборудование и здания для обслуживания автомобилей; заказать такси и легковые перевозки; воспользоваться автоафишей; найти инструкции по ремонту машин, законы, постановления; почитать про автомир, опубликовать свои статьи; создать блог, фотоблог; показать свои фотографии; пообщаться с друзьями; «початиться» и многое другое.